牵引极片通过施加了一定压力的压辊夹缝,使疏松极片受压力和压辊夹缝双重作用而被压实到预定厚度或预定压实密度,以实现使用经辊压后的极片所生产的锂电池达到设计/预定的体积能量密度和电池性能。
品牌:
TOB货号:
TOB-TBR-650订购 (最小量):
1台付款:
L/C,T/T原产地:
中国发货港口:
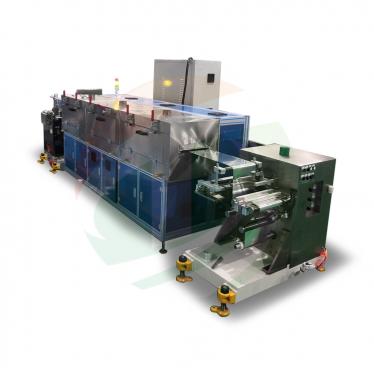
厦门高精度锂电池极片辊轧机
产品规格
1.设备原理:
牵引极片通过施加了一定压力的压辊夹缝,使疏松极片受压力和压辊夹缝双重作用而被压实到预定厚度或预定压实密度,以实现使用经辊压后的极片所生产的锂电池达到设计/预定的体积能量密度和电池性能。
2.设备安装要求:
|
电源 |
3PH 380V,50HZ |
|
电压波动范围 |
+8%~–8% |
|
电源总功率 |
30KW加10%安全系数 |
|
压缩空气 |
经干燥、过滤和稳压后:出气压力大于0.6~0.8Mpa;气管为 Φ8 |
|
环境温度 |
≤28℃ |
|
相对湿度 |
RH ≤85% |
|
主机安装基础 |
主承重区地基水泥厚度不小于40cm,其余区不小于10cm;设备主机部分(电池极片轧机)需要安装于地面承载不小于10t/m2 的混凝土基础上。 |
|
应保证现场空气干燥畅通、无酸碱腐蚀。 |
|
3.技术参数:
|
项目 |
描述 |
备注 |
|
轧面有效尺寸 |
Ф400mmx450mm, 有效辊压宽度150~400mm |
|
|
两辊间线压力 |
Max4000KN |
|
|
不衰减硬度层 |
Min 19mm |
|
|
轧辊硬度 |
HRC≥67, 硬度均匀性≤HS±2 |
出示检测报告 |
|
辊面粗糙度 |
Ra≤0.2 |
出示检测报告 |
|
轧辊直线度 |
≤±0.0015mm |
|
|
装机径向跳动 |
≤±0.0025mm |
|
|
辊隙可调范围 |
0-2.0mm,数字设置调整精度0.001mm。两辊间左右缝隙一致 |
|
|
辊压精度 |
≤±0.0015mm (涂布精度≤±0.003mm) |
|
|
压力的控制精度 |
≤0.15T |
|
|
设备运转速度 |
Max20m/min |
|
|
切边宽度 |
150mm-400mm |
|
|
收放卷最大直径 |
ф500mm |
|
|
收放卷最大宽度 |
400mm |
|
|
收放卷最大重量 |
300Kg |
|
|
卷材筒直径 |
Φ76mm |
|
|
收、放卷轴在设备运行中径向跳动误 |
≤±0.03 |
|
|
收、放卷轴辊面粗糙度Ra |
≤0.15 |
|
|
收、放卷轴同轴度 |
≤±0.03 |
|
|
纠偏精度 |
Max. 0.2mm |
|
|
收放卷最大张力 |
0 ~ 50N 可调 |
|
|
设备颜色 |
机身除不锈钢、表面处理及镀层零部件外,其它部分表面覆漆,统一喷国际暖灰色。 |
|
|
主电机功率 |
30KW |
|
|
轧机外形尺寸 |
约2.9m X 1.2m X 2.1m |
|
|
轧机生产线外形 |
7.0m X 3.5m X 2.5m |
|
|
轧机重量 |
约14 吨 |
|
|
轧机生产线重量 |
约14 吨 |
|
产品图片




如果您对我们的产品感兴趣,或者想了解更多其他信息,请在这里留言,我们会尽快回复您。







 订阅
订阅 



版权所有 © 厦门特普特新能源科技有限公司保留所有权利。

 русский
русский français
français Deutsch
Deutsch italiano
italiano español
español português
português Nederlands
Nederlands 日本語
日本語 한국의
한국의