顶盖满焊密封钉焊接机
产品规格
适应规格:铝壳方形电池
|
电池型号 |
厚度mm |
宽度mm |
高度mm |
|
蓝本 |
20-25 |
100 |
120 |
|
兼容 |
12-60 |
80-170 |
90-190 |
1、设备工作原理:
顶盖满焊/密封钉焊接
设备样式图如下:
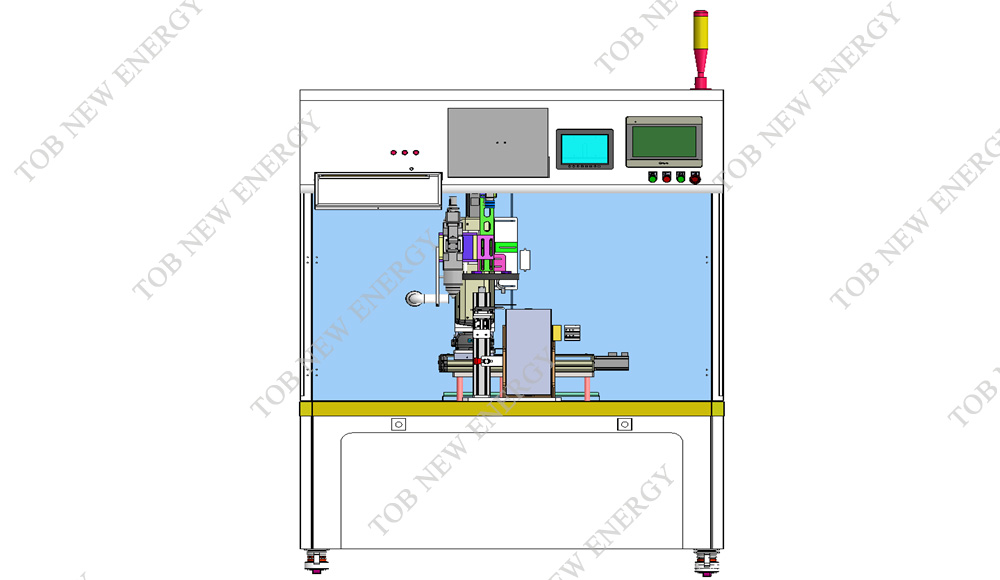
图示结构仅供参考,实际以设计为准
2、工作流程:
盖板焊接流程:
人工电芯上料--治具夹紧--激光预焊--满焊--电芯人工下料
密封钉焊接流程:
人工电芯上料--治具夹紧--人工安装密封钉--激光焊接--人工检测下料
3、功能技术要求:
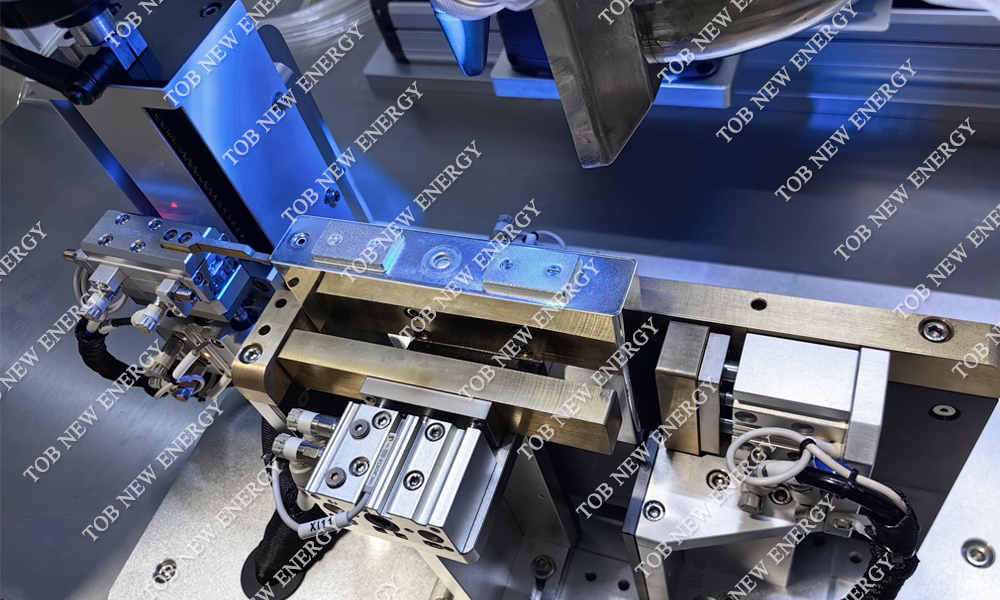
盖板焊接技术要求:
|
功能 |
技术要求 |
|
|
电池定位 |
1 |
电池定位采用随行工装夹紧,立焊 |
|
2 |
电池焊接时以顶部(顶盖面)为基准 |
|
|
3 |
定位夹具重复定位公差:±0.02mm(重复夹紧Master测试),夹具夹紧后Master与夹板的间隙≤0.04mm |
|
|
4 |
不同轴方向定位时候,需避免夹紧工装与电池滑动摩擦产生外观不良品 |
|
|
5 |
定位夹紧气缸需要有气压监测和报警功能,气压波动≤0.05Mpa |
|
|
6 |
夹具上表面和顶盖上表面高度差范围:1.5—2.0mm |
|
|
7 |
与电芯接触部位不能使用金属材质 |
|
|
焊接 |
1 |
同轴吹保护气(N2,纯度≥99.99%)防止焊接氧化,流量可调(分辨率0.1L/min),有流量监控和报警功能 |
|
2 |
激光头高度可调,高度值可视化分辨率为0.05mm(用于监控高度偏移) |
|
|
3 |
离焦量自动测量,异常报警,分辨率≤0.05mm |
|
|
4 |
环形光斑激光器,2KW+1KW,线径>100um/600um,配备冷水机,激光焊接头和传输光纤激光功率波动≤3%,功率线性≥0.99 |
|
|
5 |
激光头X/Y/Z方向重复走位公差±0.02mm,激光头焊接速度≥70mm/s,激光头焊接移动抖动幅度≤0.05mm,转角焊接速度波动≤10mm/s,轨迹偏差:±0.05mm |
|
|
6 |
激光焊接角度可调,激光焊接时能可采用5~13°激光偏斜 |
|
|
7 |
焊接有效熔深0.5-1.2mm,熔宽0.8-1.4mm; |
|
|
8 |
满焊之前进行预焊(含有压紧功能),6-8个焊点 |
|
|
9 |
焊缝耐压≥1.1Mpa;激光走位重复精度要求:±0.04mm;焊接过程和运输过程不能损伤铝壳表面及顶盖极柱的塑胶件 |
|
|
10 |
焊接产品为铝壳,壳体的壁厚0.4-0.8mm,焊缝外观及内部焊印平整光亮,与母材光滑过渡,无虚焊,无漏焊,无过焊,无夹杂,无气孔、无爆点 |
|
|
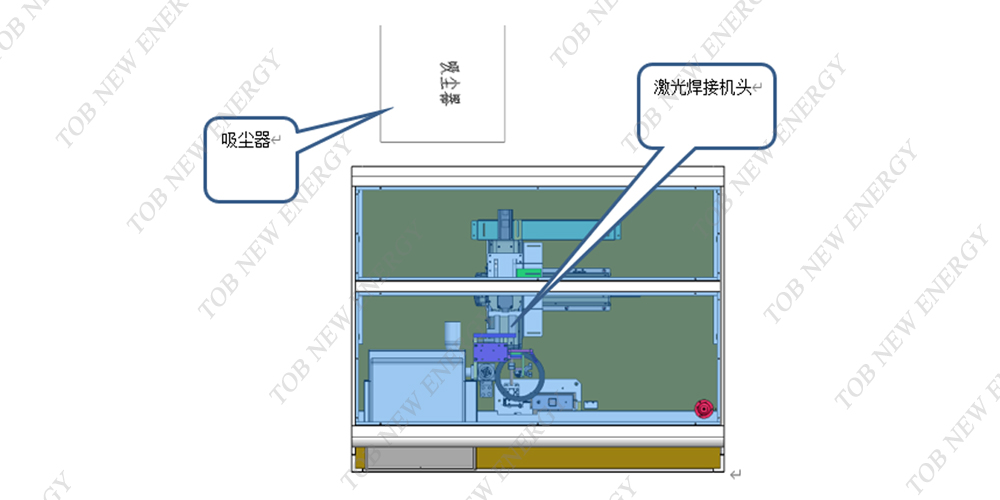
焊接飞溅和烟尘处理 |
1 |
自带除尘功能 |
|
2 |
设有焊接保护气装置,流量、角度、距离可调节(流量可追溯) |
|
|
3 |
出射头断面伸出吸尘口不超过5mm |
|
|
4 |
配备除尘机,末端吸尘口风速≥15m/s;焊接工位设有焊渣防护机构,无焊渣残留铝壳表面 |
|
|
5 |
吸尘主管道安装调节阀门,以便调整风量,风速,同时采用不锈钢管道 |
|
|
6 |
吸尘主管道需安装风压表,可对风压进行实时监控,风压表需关联到设备控制程序中,实现风压过高和过低时停机报警功能。 |
|
|
保护盖取放 |
1 |
焊接过程中保护盖与顶盖面紧密贴合 |
|
2 |
防止焊接过程中烧坏极柱塑料部分;防止焊接飞溅污染电池表面;不能有肉眼可见烟尘残留 |
|
|
产品切换 |
1 |
顶盖焊接与密封钉焊接集成于一台机器,不同型号的产品夹具切换时间≤30min,拆装简单,产品切换不影响治具的定位精度以及机器的使用寿命 |
密封钉焊接技术要求:
|
功能 |
技术要求 |
|
|
电池定位 |
1 |
气缸上顶至基准板,机械限位,治具为弹簧机构; |
|
2 |
基准板底部喷涂0.1~0.3mm的铁氟龙,确保与电池接触绝缘 |
|
|
3 |
夹具精度≤0.1mm |
|
|
4 |
电池定位后对中度公差:±0.5mm |
|
|
5 |
高度方向以电池上盖作为定位基准 |
|
|
密封钉焊接 |
1 |
带有CCD系统捕捉密封钉位置, 捕捉定位系统精度≤±0.03mm, 自动检测焦距分辨率:≤0.02mm |
|
2 |
预焊:在焊接位夹具自动夹紧电池,并通过定位,进行预焊,预焊四个象限点(该处根据工艺可免除) |
|
|
3 |
预焊完成后,进行满焊 |
|
|
4 |
激光焊接角度可调,激光焊接时能采用5~13°激光偏斜 |
|
|
5 |
焊接过程飞溅少,焊缝外观良好,焊接熔深在0.5mm以上,光斑直径(熔池宽度)在0.95mm以上,焊接速度:≥6mm/s |
|
|
6 |
焊缝耐压≥1.1Mpa |
|
|
7 |
电机定位、焊缝偏移量≤0.05mm |
|
|
8 |
焊点外观平滑,无毛刺、黑斑、凹坑等现象。焊接热影响区小,距离焊缝2mm处温度小于80℃ |
|
|
9 |
焊接时有保护盖对电池焊接飞溅保护;焊接工位夹具独立设计,确保每次顶升一致性 |
|
|
10 |
焊接过程中实时抽取产生的烟雾,配备除尘机,采用不锈钢管道,末端吸尘口风速≥10m/s |
|
|
11 |
激光头移动稳定性:速度范围内移动时,激光头抖动振幅(X/Y/Z轴) ≤0.05mm; 激光头走位重复精度(X/Y轴)≤0.05mm;焊接焦距实时监测且将测量值补偿给焊接Z轴 |
|
|
12 |
顶盖焊接与密封钉焊接集成与一台机器,不同型号的产品夹具切换时间≤30min,拆装简单,产品切换不影响治具的定位精度以及机器的使用寿命 |
|
4、设备主要电气、驱动、控制、低压件配置
(1)设备电气:电压AC380±10%
产品图片


Whatsapp/手机(微信) :+86 181 2071 5609
上一篇:
全自动单面对焊点焊机下一篇:
逆变直流焊接电源如果您对我们的产品感兴趣,或者想了解更多其他信息,请在这里留言,我们会尽快回复您。






 订阅
订阅 



版权所有 © 厦门特普特新能源科技有限公司保留所有权利。

 русский
русский français
français Deutsch
Deutsch italiano
italiano español
español português
português Nederlands
Nederlands 日本語
日本語 한국의
한국의